



Honor | Focusing on High-Efficiency Energy Saving, Empowering All Industries
Release time:
2025-08-25
Author:
Source:
Abstract
Against the backdrop of the in-depth implementation of the "Dual Carbon" strategy and the growing theme of green, low-carbon high-quality development, technological innovation has become the core driving force for the transformation and upgrading of the fluid equipment industry. Recently, M&W Energy Saving’s AS series high-efficiency energy-saving split case centrifugal pump stood out in the 4th FLOWTECH CHINA National Fluid Equipment Technology Innovation Award selection and won the First Prize!
This award, jointly organized by the China Pump System Green Energy-Saving Industry Alliance, China Jiliang University, and Shanghai HORE Exhibition Co., Ltd., holds high industry authority and broad influence. It aims to recognize products and enterprises with outstanding technological innovation and industrial application value in the field of green fluid equipment.


Technology Originates from National Key Projects
Industry-Academia-Research Collaboration Boosting Equipment Upgrades
The AS series pump technology stems from the key project of the National Science and Technology Support Program: "Research on Key Technologies of Typical Centrifugal Pumps and Engineering Demonstration Application", jointly developed by M&W Energy Saving and Jiangsu University.
This project combines the scientific research strength of universities with the engineering transformation capabilities of enterprises, fully leveraging the collaborative innovation advantages of “industry-academia-research,” laying a solid technical foundation for high-end domestic pump equipment.
The technical team, based on three-dimensional flow design theory, CFD (computational fluid dynamics) simulation, and CAE (finite element analysis) technology, achieved several key breakthroughs. Among them, the extensive application of CAE in pump casing structural strength calculation greatly enhanced the casing’s pressure-bearing capacity and the sealing stability of the split surface.
Meanwhile, the design innovatively integrates multiple structural advantages of split case pumps and solves:
1.The difficulty of shared use between mechanical seal and packing seal — the mechanical seal can be replaced without removing the sealing water pipe.
2.Bearing housing waterproofing and drainage issues — with the introduction of spiral sealing structure and overflow holes.
3.Forward and reverse rotation compatibility — with a double shaft extension design, greatly improving installation flexibility.
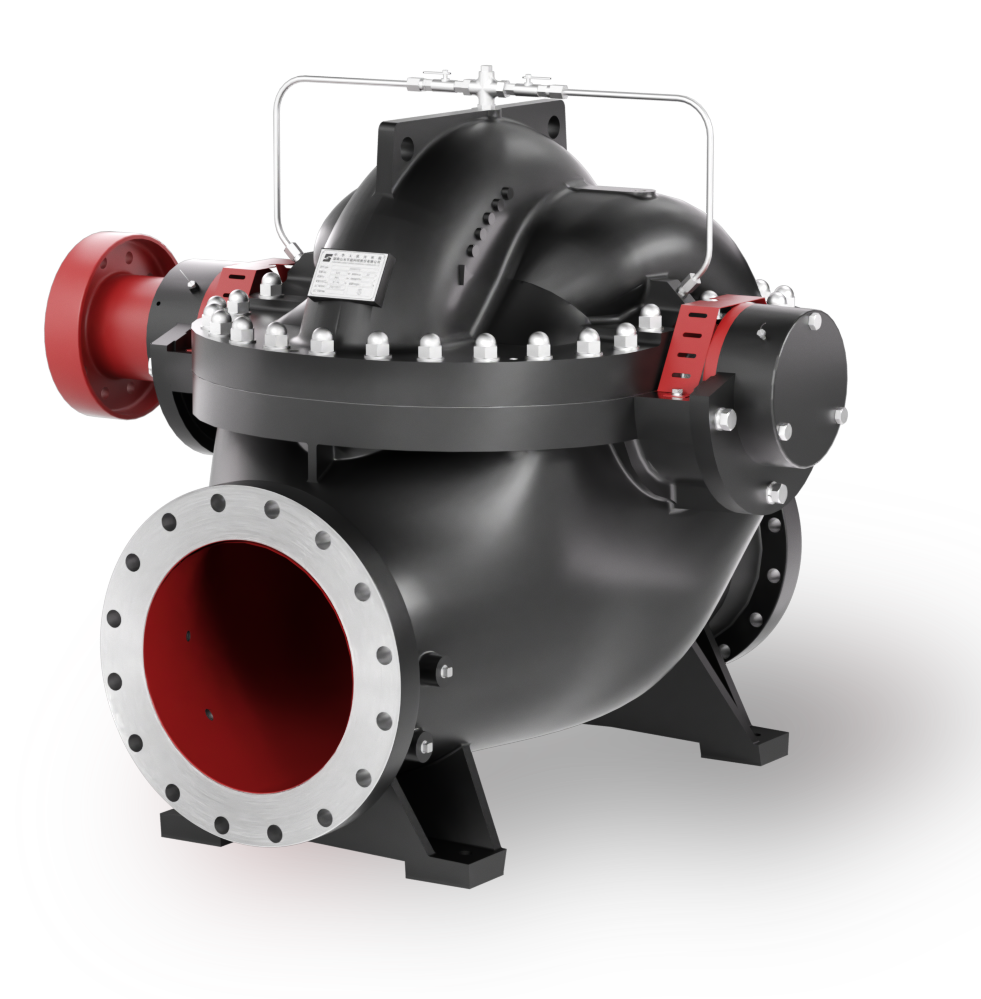
The AS series pump excels in structural design, operational convenience, and stability, featuring “excellent structure, stable operation, low noise, and easy maintenance,” achieving an efficient transformation from technological achievements to industrialized products.
Performance Surpassing Industry Standards – A Model of High Efficiency and Energy Saving
As a representative of the new generation of high-efficiency energy-saving split case pumps, the AS series is particularly outstanding in energy-saving performance:
1.Significant efficiency advantage: 1.2%–12% higher than national standards, with an average improvement of around 5%.
2.Stable and reliable operation: Low vibration and low noise, adaptable to complex working conditions.
3.Wide high-efficiency zone: Flat performance curve with significant long-term operational benefits.
4.Robust and durable structure: Long design life, easy maintenance, and high reliability.
Thanks to these superior performances, the AS series pump quickly gained market recognition upon launch, becoming an important selection for key industries such as power, water conservancy, steel, petrochemical, municipal water supply, wastewater treatment, shipbuilding, mining, seawater desalination, and aerospace.
Driving Green Upgrades, Showcasing the Value of Domestic Equipment
The extensive application of the AS series pumps not only provides users with stable, efficient, and low-energy consumption system operation but also plays a key role in promoting the green transformation of related industries.
Under the guidance of the national "Dual Carbon" goals, traditional high-energy-consuming industries are placing increasingly strict requirements on energy-saving equipment. With its excellent comprehensive performance, M&W Energy Saving’s AS pump is replacing imported products in multiple key fields, achieving breakthroughs in domestic production, providing strong equipment support for China’s environmental protection, energy, and industrial sectors, and contributing tangible strength to the construction of a "Manufacturing Power" and a "Green China."

Technological Innovation Recognized Once Again – M&W Energy Saving Reaches New Heights
Winning the First Prize of the "National Fluid Equipment Technology Innovation Award" is a high recognition of M&W Energy Saving's long-term commitment to independent innovation and deep cultivation in the energy-saving pump field. It also marks another vivid milestone in the company’s continuous breakthroughs in high-end equipment manufacturing.
Looking forward, M&W Energy Saving will continue to uphold the concept of "innovation-driven, green development," continuously increase R&D investment, deepen industry-academia-research collaboration, promote continuous iteration and upgrading of core technologies, and create more efficient, intelligent, and environmentally friendly fluid solutions. The company is committed to contributing more “M&WWisdom” to the advancement of industry technology and the implementation of the national green development strategy.
Recommended Reading
Email: export@mwpump.com
Baoshui Road & Baishi Road, Jiuhua Industrial Zone,
Xiangtan Hunan P.R.C
Tel: +86-731-55599916
WhatsApp: +86 15116202855
Hunan M&W Pump Co., Ltd




